042-365-0611
お問い合わせフォーム
今回は計装PLCを用いたボイラ制御を中心としたバイオマス火力発電プラントの制御をご紹介します。
火力発電所では、安定的な発電の為に常にボイラから一定の圧力、温度の蒸気を取り出し続けることが求められます。これを実現する為に、ボイラの汽水胴水位制御をはじめ、発電所の各所で水位や流量、温度、圧力などを一定に保つ為に調節弁やインバータファンの回転数制御が多数行われています。今回ご紹介する案件では、給水流量制御を中心としたプラント各所のPID制御、及びスートブロワなどの補機類の制御を一括して当社で担当致しました。スートブロワとは、蒸気を噴射してボイラの伝熱面を清掃する装置のことです。
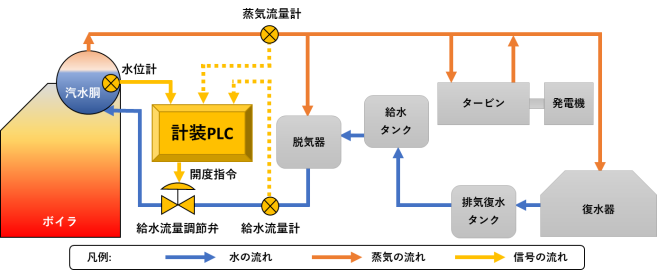
ボイラの汽水胴水位制御を例にとってPID制御について簡単に説明いたします。安定的な運転の為には、ボイラから発生する蒸気と常に同じ量の給水を行う必要があります。このバランスの崩れは汽水胴の水位の変化として現れますので、汽水胴水位を一定に保つことが制御の目標となります。汽水胴とはボイラ上部に設けられた蒸気を発生させる為の容器の事です。
水位を一定に保ちたい場合は、汽水胴の水位計からの信号を入力として使用し、出力側はボイラに給水を行う調節弁に接続します。調節弁とは開度を調節できる電動弁の事です。
まず、目標とする水位と現在の水位の偏差を計算します。偏差に比例した出力を調節弁に送ると、偏差がプラス(水位が低過ぎる)のときは弁を開くように、マイナス(水位が高過ぎる)ときは弁を閉じるような出力になります。これを比例制御といいます。
比例(P)制御だけでは定常偏差が生じるので、積分(I)制御を加えます。これは比例制御を行っても偏差が残り続ける場合、偏差を時間で積分した成分を出力に加味するものです。更に、今回の案件では使用していませんが、微分(D)制御(急な偏差が発生すると偏差の時間微分が大きくなるのでそれを加味する)を必要に応じて加えます。
比例(P)制御、積分(I)制御、微分(D)制御の3つを合わせたものをPID制御といいます。
なお、汽水胴水位制御に関してですが、水位のみを入力として使用した場合(単要素制御)、水位は泡立ち等の影響で変化に遅れがあるので安定した制御が難しく、その為に運転中は蒸気流量、給水流量を加味した3要素制御を使って制御しています。単要素制御と3要素制御はバンプレスに切り替え可能です。バンプレスに切り替え可能とは、制御モードを切り替えたときに操作量(調節弁への開度指示)が突変しないという意味です。
図2に本案件のシステム構成図を示します。
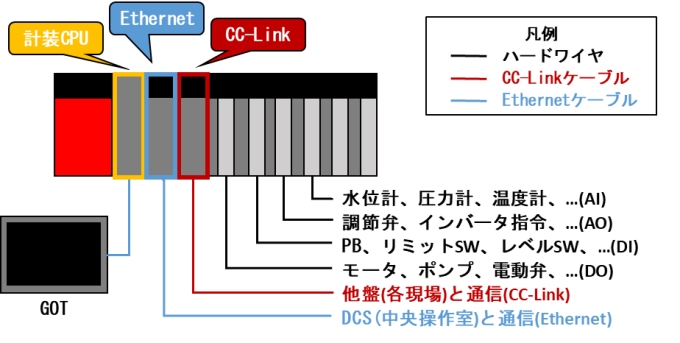
CPUとして三菱電機の計装PLCであるQ26UDPVを使用しました。計装PLCは、通常のラダーに加えてFBD(Function Block Diagram)を使用してプログラムを作成することができます。FBDは視覚的にわかりやすく、計装制御でよく使用する命令が豊富です。プログラミング、デバッグ、試運転時の調整にはPX Developerを用いました。
本案件では、PIDループとしては、上でご説明した汽水胴水位制御の他に、タービンに送る蒸気の温度や流量、復水器のインバータファンの回転数制御、タンクの水位、圧力の制御なども含めて、合計11ループありました。他に、図1には描かれていませんがプラント各所にあるポンプ等の負荷、スートブロワ等の設備の制御などの通常のシーケンス制御も行いました。
このような制御は、大型の火力発電所などですとDCS(Distributed Control System)で行うことが通常ですが、近年建設が増えている数MWクラスのバイオマス発電設備など、PIDループ数にして10ループ程度の設備であれば、より低コストな計装PLCを使って制御を行うことが可能です。アナログ入出力、デジタル入出力の他に、CC-Linkユニットを搭載しており、CC-Linkで現場盤と接続することでプラントの各所にある機器を制御しています。PLCとDCSとの通信については、Ethernetユニットを使って実現しています。
ヒューマンマシンインターフェースとして、三菱電機のGOTを使用しました。解像度や描画内容はDCSには劣りますが、一通りのフロー画面、アラーム画面、トレンド画面の表示が可能です。図3で画面例をご紹介します。
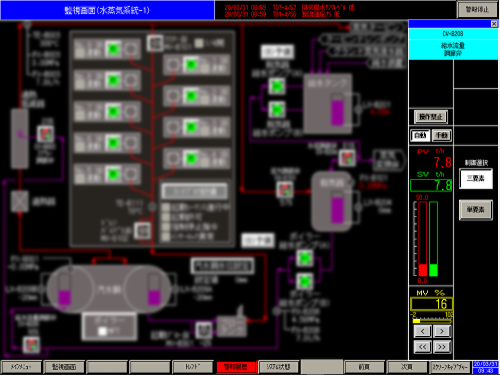
GOTの画面では、フロー画面を見ながら操作を行うことができるように、画面上のシンボルを押下するとフェイスプレートを表示する仕組みを作りました。各フェイスプレートは運転、停止などのスイッチ、ランプの他に、PV、SV、MVのバーグラフ表示及び入力機能が備わっており、デジタル指示調節計と同じような感覚でご使用頂けます。
アラーム画面やトレンド画面のロギングについては、GOTに挿入したSDカードを使用しました。約100項目のプロセス値について毎秒記録し、1ヵ月分まで保存可能です。SDカードの内容はCSVファイルで記録されますので、パソコンで読み出せばパソコンの表計算ソフトでのデータ閲覧も可能です。
一方、GOT上でグラフ表示する項目は24項目に留めました。これは、主なもの以外のトレンドグラフの表示にはPXモニタツールを使用して頂くことを想定した為です。本案件では、保守用としてツールソフト一式がインストールされたノートパソコンを納めました。この中にPXモニタツールが含まれます。図4で画面例をご紹介します。
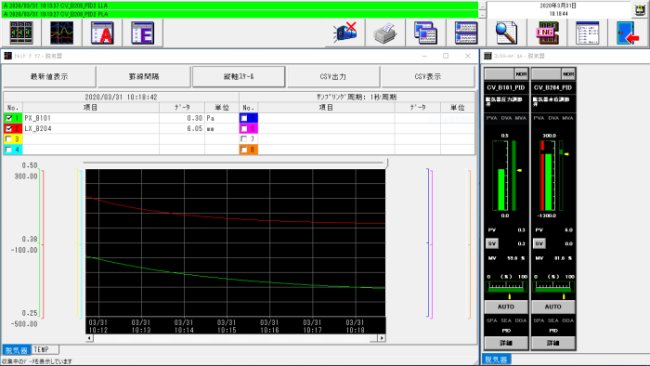
ノートパソコンをPLCに接続してPXモニタツールを起動すると、任意のアナログ値のトレンドグラフを確認できます。トレンドグラフのスケール、表示する項目、グループ分け等はお客様の操作により必要に応じて任意に設定して頂くことが可能です。GOTで表示するのと同じようなフェイスプレートも表示可能です。
また、GOTは電気室に置かれた制御盤に設置されていますが、DCSと同様の感覚で中央操作室からパソコンを使って監視制御を行いたいという場合には、SoftGOTを使用することで対応可能です。
SoftGOTとは、三菱電機製のHMI(Human Machine Interface)ソフトウェアで、PLCに接続したパソコン上でGOTと同等の監視制御機能を実現するものです。操作はマウスを使って行うことができ、解像度に関しては1920×1200ドットまでの範囲で任意に設定可能です。使用するには、ライセンスキーを購入頂く必要があります。
前述の通り本案件ではノートパソコンを納めており、その中にSoftGOTもインストールしました。これは元々は保守用という意図でしたが、中央操作室でもGOTと同じ画面で監視制御を行いたいというご要望があり、中央操作室のEthernetハブにパソコンを接続して頂くことで、Ethernetユニット経由でPLCにアクセスしてSoftGOT機能をご使用頂いています。
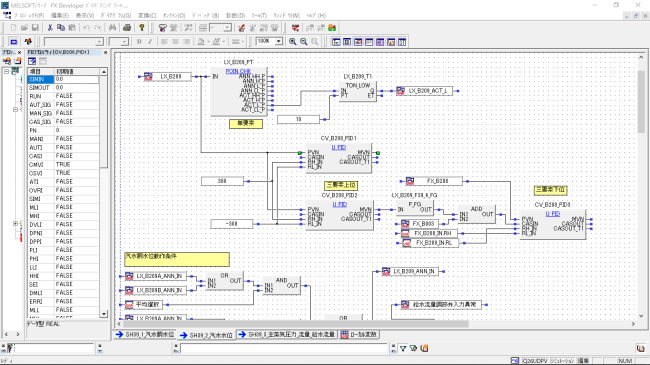
本案件では三菱電機製PLC のツールソフトであるPX Developerを使用しました。PX DeveloperではPID制御などの処理をFBDという形式でプログラミングすることができます。FBDはラダーやSFCなどと並んでIEC61131-3で定義されている5言語の1つに数えられます。
FBDは処理をブロックで定義し、そのブロック同士を線で繋げていくことでプログラミングを行うもので、処理の流れが視覚的に理解しやすいものとなっています。PID制御や一次遅れ処理などの計装分野でよく使うブロックが予め用意されている他、ブロックやST(ストラクチャードテキスト)を組み合わせて新たなブロックをユーザ定義で作成することができます。ブロックはカプセル化されているので、予めブロックを用意しておけば、同種の処理については流用が可能で、ブロックを繋いでいくだけでソフトを完成させられるという特徴もあります。PID制御の数や演算式が多いという場合に有効な手段です。
PX Developer の特性として、FBDは内部的にコンパイルされてすべてラダーに展開されますが、このときに容量を非常に多く消費します。本案件(PID11ループ)ではFBDのみで150Kステップ消費しています。少しでも容量を減らすために、一部の処理をラダーのサブルーチンにするといった工夫も行いました。
従来はプラントの制御にはDCSを使うことが主でしたが、PLCの高機能化に伴って、小中規模プラントであれば、より安価でコンパクトなシステムを実現できる計装PLCを使う事例が多くなっています。当社としても、計装PLCを使用したプラント制御の案件に関しては積極的に取り組んでいきたい分野ですので、このようなシステムでのお話がございましたらお気軽にご相談下さい。
Copyright © 2024 TAHARA ELECTRIC CO., LTD. all right reserved

