042-365-0611
お問い合わせフォーム
今回は、某日系メーカーのインド工場での製品塗装ライン立ち上げに伴った、三菱電機製PLCのモーションCPUによるサーボ機構制御の納入事例をご紹介します。

今回立ち上げたラインは、作業者が運び入れた台車から製品を取り出し、それをコンベヤに載せ、塗装終了後にまた台車に製品を戻す、というのが大まかな流れです。
各装置は横行、昇降に加え、製品のサイズに応じた拡縮などの複雑な動作をする上、台車や別の装置との接触にも注意しなければなりません。更に、コンベヤに製品を載せる際は、位置が少しでもずれると製品が傾いてしまいます。このような高精度かつ複雑な位置決めを実現する為に、今回はサーボモータを使用しました。これを位置決め制御と呼びます。
また、制御対象の台数や動作の数が多く、合計で17軸の制御を必要としました。そこで、17軸のサーボモータを1つのPLCで制御する為に、モーションCPUを使用しました。
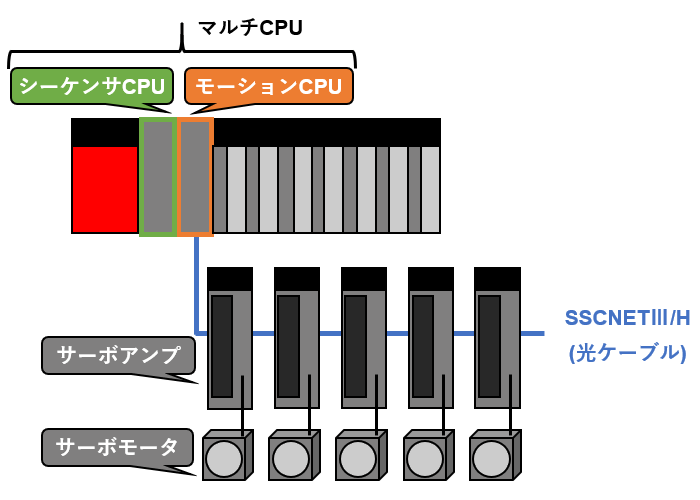
PLCの構成は、通常の入出力やTPの表示を受け持つシーケンサCPUとしてQ06UDEHを使用し、更にモーション専用の制御の為にモーションCPUとしてQ173DSを使用しました。
Q173DSからはSSCNETⅢ/Hにて17個あるMELSERVO-J4シリーズのサーボアンプに接続しており、1つのサーボアンプに1台のサーボモータが繋がっています。SSCNETⅢ/Hを介してモーションCPUからサーボアンプに位置決め指令が送られたり(下り信号)、サーボアンプからモーションCPUに現在の位置情報や位置決め完了信号が送られたり(上り信号)します。SSCNETⅢ/Hは光ケーブルを採用しており、高速大容量の通信と省配線化を実現しています。
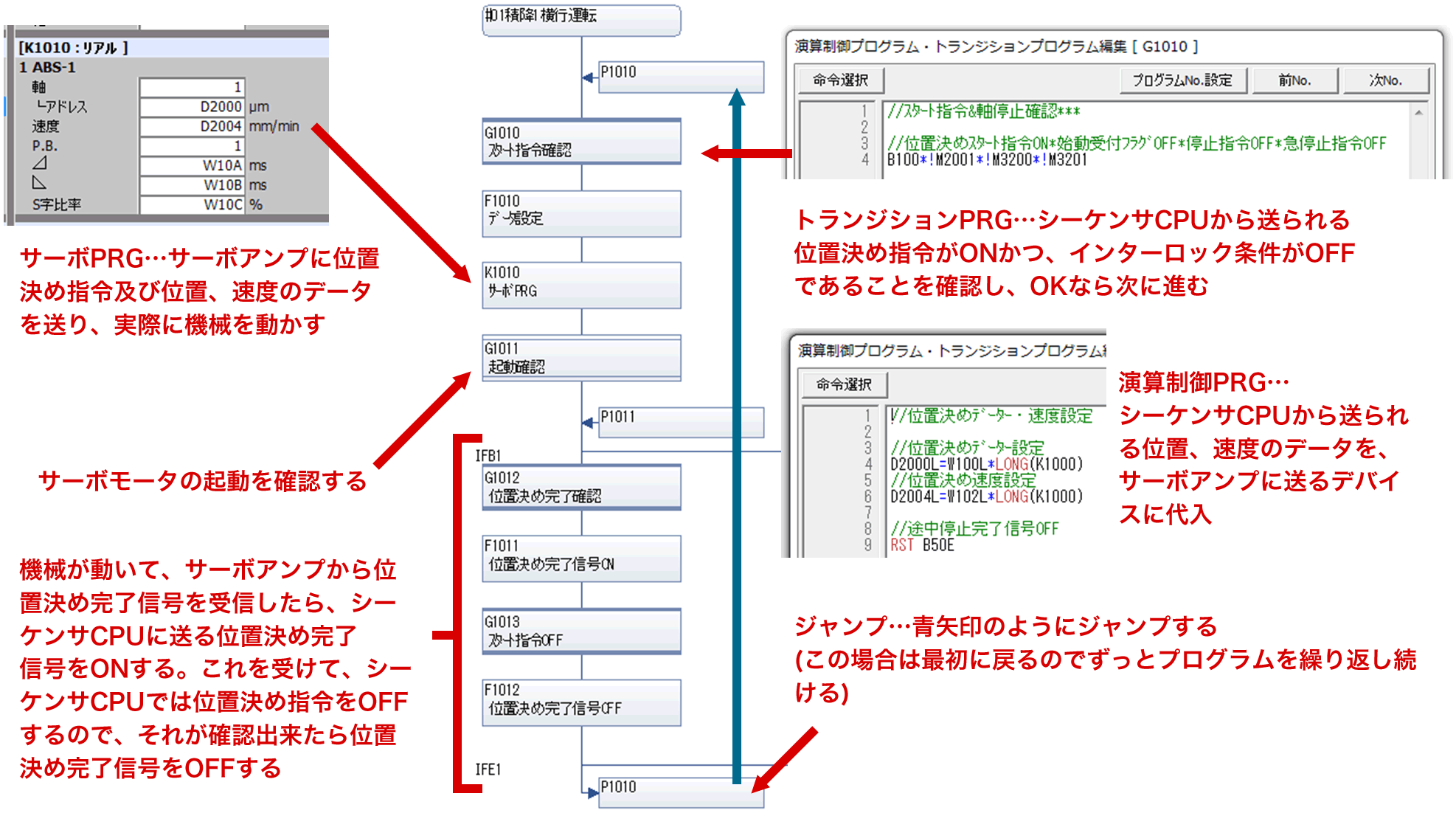
サーボ機構制御のプログラムはラダーおよびモーションSFCとよばれる一種のシーケンシャルファンクションチャート(SFC)で記述しました。モーションSFCは処理の内容を書いたブロックを線で繋げて記述するもので、視覚的に分かりやすい記述ができます。
ラダーはシーケンサCPUで、モーションSFCはモーションCPUでそれぞれ実行し、シーケンサCPUとモーションCPUはマルチCPU間高速バスでデータをやり取りしています。
位置決め制御の仕組みを簡単に説明します。
最初に、工程ごとに機械が動くべき位置とその位置への移動速度を設定しておきます。これをティーチングとよびます。「ポジション1は位置が****.*mmで移動速度は*.**m/s」のようにポジション番号をつけて管理します。
機械が動くときは、シーケンサCPUのラダープログラムで条件を判定して何番のポジションに動くべきかを判断します。動くべきポジションが決まったら、そのポジションの位置と移動速度のデータ、および位置決め指令をモーションCPUに送ります。
モーションCPUでは受け取ったデータに基づいてモーションSFCプログラムを実行し、サーボアンプへ指令を送ります。サーボアンプは位置決め指令に応じてサーボモータを動作させ、このとき実際に機械が動作します。
機械の動作はサーボモータに取り付けられたエンコーダとよばれる部品で検出され、サーボアンプにフィードバックされます。サーボアンプが位置決めの完了を検出すると、完了信号がモーションCPUを通してシーケンサCPUに送られ、もし他の動作条件が揃っていればシーケンサCPUは次のポジションの位置と移動速度のデータ、および位置決め指令をモーションCPUに送ります。この繰り返しにより工程が進行します。
サーボ機構制御は機械を含めた調整が必要なものなので、合わせ込みやティーチングには結構時間がかかりました。また現地の作業者の方への英語での操作方法の説明も行いました。このような作業の為、3週間ほど国内で機械との調整を行った後、1ヵ月間インドに出張しての対応となりました。
当社としては、サーボ機構制御は今後積極的に取り組んでいきたい分野です。また、海外案件の実績も以前より取り組みを行っていることから、このようなシステムでのお話がございましたらお気軽にご相談下さい。
Copyright © 2024 TAHARA ELECTRIC CO., LTD. all right reserved

